-
厦门阿运物资回收有限公司
主营:天津数控刀片回收,天津稀有金属回收,天津数控刀具回收

厦门阿运物资回收有限公司
主营:天津数控刀片回收,天津稀有金属回收,天津数控刀具回收 5
5
主营回收丝锥 :二手丝锥 全新丝锥 进口丝锥 国产丝锥。
回收丝锥丝攻螺纹刀各型号,回收数控刀片,回收数控刀具常用丝锥规格型号公制机用直槽丝锥M1.2-M60 精度H1、H2、span 通孔、盲孔及左旋螺纹丝锥 公制手用丝锥M1.2-M30/公制螺旋槽丝锥M3-M30 精度H2 螺母丝锥M6-M52 可供长柄和短柄螺母丝锥
丝锥热线套丝时为使切屑碎断,排出及时,应经常的反转扳牙。工件应牢固地固定在夹、卡具上;当丝锥折断时,不要用手去触摸折掉处,用夹錾或样冲剔出,断丝时必须要戴好防护镜。攻丝时的注意事项工件上螺纹底孔的孔口要倒角,通孔螺纹两端都倒角。工件夹位置要正确,尽量使螺纹孔中心线置于水平或竖直位置,使攻丝容易判断丝锥轴线是否垂直于工件的平面。在攻丝始时,要尽量把丝锥放正,然后对丝锥加压力并转动绞手,当切入1-2圈时,仔细检查和校正丝锥的位置。
丝锥掉牙、崩刃原因分析
1. 热处理淬火硬度高,回火不充分。内部组织结构不均匀,晶粒粗大,内应力大,在后序加工时应力释放产生断裂。
2. 丝锥前角大,后角大,牙宽窄,心厚薄,牙根小,比较单薄,强度变差。
3. 铣沟过程中是逆铣,切削力大,丝锥变形大,又因为高速钢塑性较差,易产生微裂纹,热处理后裂纹扩展,内应力集中,导致后序加工出现掉牙、崩刃。
4. 所铣沟槽表面光洁度差,会产生肉眼看不到的细微裂纹和槽底尖角。经过热处理后,这些微裂纹和尖角因为内应力而产生延伸和扩展,并造成应力集中,在热处理后,成为掉牙、崩刃的诱因。
5. 钢材不符合要求。
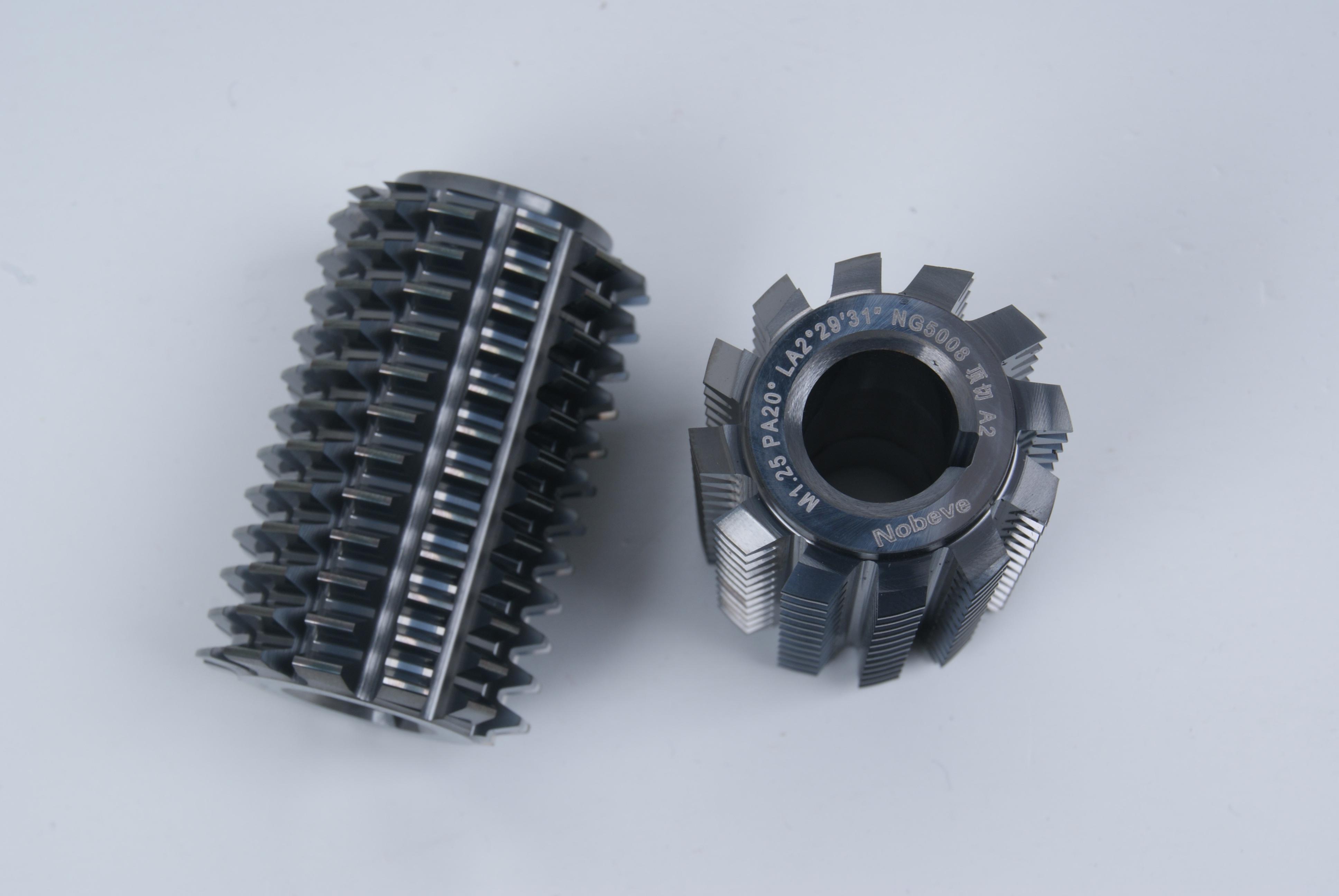
回收数控刀具,数控机床加工时都必须采用数控刀具,数控刀具主要是指数控车床、数控铣床、加工中心等机床上所使用的。从现实情况看,应从广义上来理解“数控机床”的含义。随着数控机床结构、功能的发展,现在数控机床所使用的,不是普通机床所采用的“一机一刀”的模式,而是多种不同类型的同时在数控机床的主轴上(刀盘上)轮换使用,可以达到自动换刀的目的。
我们诚信经营,长期交易,变废为宝,由于产品规格不同,价格也有所不同,请提前电话沟通,以免给你造成不必要的损失。
http://aywz123.b2b168.com
欢迎来到厦门阿运物资回收有限公司网站, 具体地址是天津市红桥区丁字沽街道本溪路,联系人是徐经理。
主要经营商务服务相关产品。
单位注册资金未知。
你有什么需要?我们都可以帮你一一解决!我们公司主要的特色服务是:天津数控刀片回收,天津稀有金属回收,天津数控刀具回收等,“诚信”是我们立足之本,“创新”是我们生存之源,“便捷”是我们努力的方向,用户的满意是我们较大的收益、用户的信赖是我们较大的成果。